
Modern industrial automation relies heavily on advanced industrial sensors like Glass detection sensors to maintain efficiency, accuracy, and product quality. In many manufacturing industries such as beverage bottling‚ pharmaceutical packaging‚ and electronics manufacturing, where transparent objects are difficult to detect․ Glass containers‚ such as bottles and glass panels‚ are commonly found in production․ Hence‚ glass detection sensors are widely used․
Transparent objects are harder to detect than solid or opaque objects because most detection sensors do not detect them‚ since light passes through or reflects at randomly oriented surfaces of the glass․ To compensate‚ manufacturers have developed optical sensors‚ photoelectric sensors, and other specialized sensor systems that are designed to detect transparent materials․
In this article‚ we discuss the use of industrial sensors to detect the presence of glass on a production line‚ the challenges of detecting transparent products‚ and how advanced sensor technology can help to improve production efficiency‚ precision and reliability․ With the growing demand for smarter and more automated production processes, reliable glass detection sensors are becoming an essential component of modern industrial automation solutions offered by companies such as Pushpa Automation.
Glass detection sensors are a type of industrial sensor that senses clear or reflective materials such as glass bottles‚ jars, or glass sheets․ Glass detection sensors are used in factory automation‚ packaging machinery‚ bottling lines‚ and other industrial or production lines that require glass detection․
Glass detection sensors are specialized proximity sensors or object detection sensors‚ which can be used to detect the presence of an object‚ which is made of materials that can transmit light․ They are generally optical detection-based sensors
In industry‚ glass detection sensors are used in glass inspection systems or integrated in other quality control systems․ These are used to control product orientation‚ product fill‚ correct sealing‚ and correct packaging to prevent production errors‚ damaged products‚ or incorrect packaging of contaminated products in automated production lines․
Detecting transparent materials like glass can be difficult for many standard industrial sensors. Most traditional detection sensors are designed to detect solid or opaque materials‚ these sensors may not be able to detect transparent materials such as glass‚ which are transparent but very reflective compared to the opaque‚ less-reflective solids the sensors were originally designed for․
When light from optical sensors or photoelectric sensors shines on a glass surface‚ several situations can occur:
For these reasons‚ normal sensor detection systems are generally unable to consistently detect glass objects, and this is particularly important in manufacturing applications‚ such as high-speed production lines‚ where accurate object detection is needed to automate the production process․
Specialized sensor technology using polarized light‚ advanced optics‚ and high-precision optical detection methods has been developed to solve these problems in identifying transparent materials․
Reliable detection of glass is extremely important on production lines‚ since many industries use glass containers or glass components in their processes․
In filling and packaging lines for beverages‚ glass bottle detection is used to confirm that the bottles are in the correct position before receiving filling․ Glass vial detection is also used in pharmaceutical packaging․
Accurate sensor systems offer several advantages for factory automation:
In the absence of industrial detectors‚ automated systems may misalign‚ overfill‚ underfill‚ mislabel, or mispackage products․ For this reason, glass sensors and detection equipment are widely used in modern industrial settings․
Different types of industrial sensors are used for glass detection‚ depending on the environment of production‚ use‚ and application of the glass․ The most common are:
A Photoelectric sensors are extensively employed in industrial automation‚ where they consist of a transmitter and a receiver which detect the movement of objects across their area of detection․ When the light beam is interrupted or reflected by a glass object‚ the sensor sends a signal to the manufacturing system that the object was detected․ High-end sensors are designed specifically to detect transparent objects․
Laser sensors are used to detect objects along a high-speed production line and can detect small or thin glass pieces using the focused beam of the laser․ Because laser light is directed and focused‚ laser technology improves the reliability of detecting glass when operating on complex internal structures․
Standard proximity sensors are commonly used for metal detection‚ while advanced proximity sensors can be combined with other sensing technologies to detect transparent materials․
The sensors are also suitable for use on automatic assembly lines and other inspection and quality equipment․
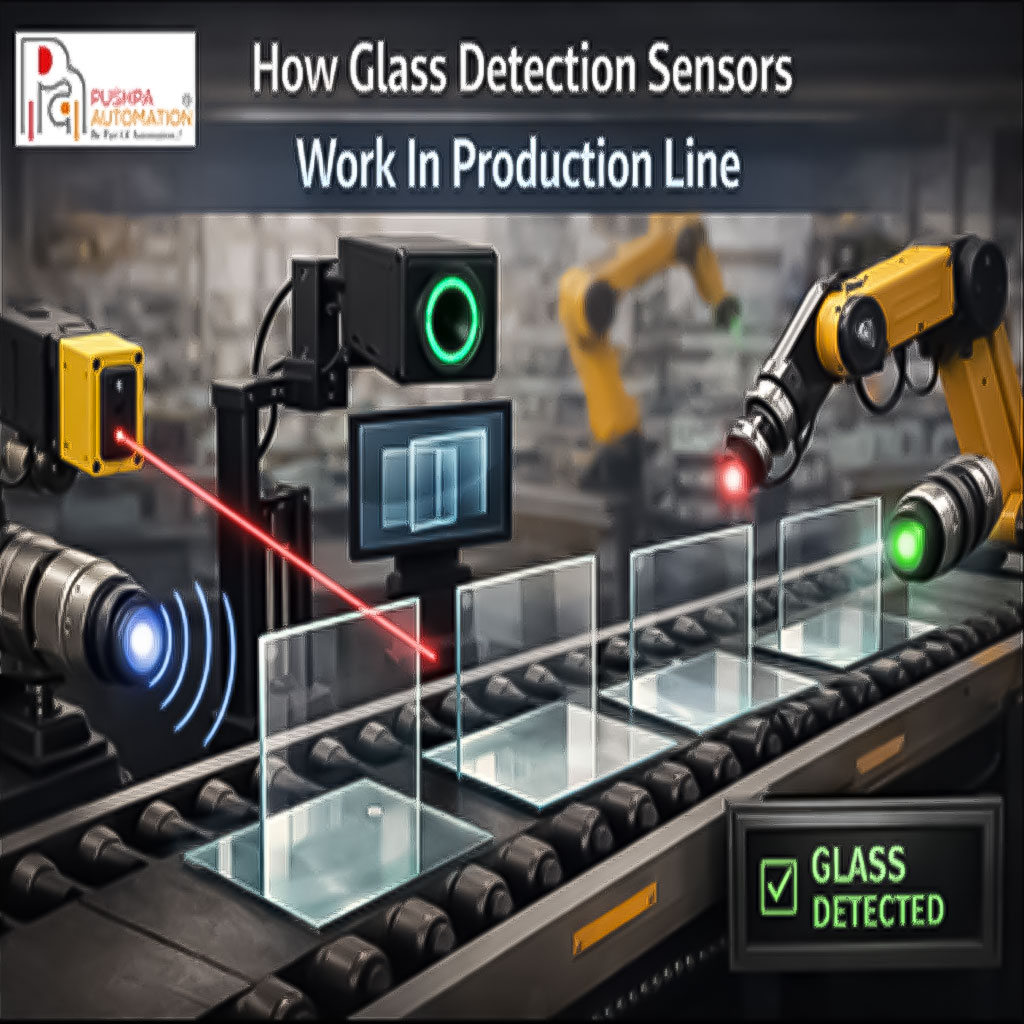
A Glass detection sensors work according to optical detection principles․ These industrial sensors‚ are used for the detection of a transparent object by means of light beams and reflections using signal processing․
A glass sensor installed in a typical production line shines a light beam of a pre-determined wavelength onto the effect․ The same sensor detects what happens to the beam as it passes through‚ or reflects off‚ the glass article, such as a bottle or panel․
Several optical principles permit these sensors to detect glass․
Glass is distinguishable from opaque materials by the way its surface reflects or refracts light․ Recent developments in sensors can determine the presence of glass by analysing the light․
Some photoelectric sensors use polarized light to improve the detection of transparent objects and to eliminate extraneous reflections from shiny surfaces․
More advanced sensor systems provide samples of the received reflected light signal to detect objects through very thin or even clear glass․
These technologies enable industrial sensors to reliably detect glass objects‚ for example, on packaging and filling production lines‚ and in other locations․
A Glass detection sensors are commonly used in industries and factories that use Industrial Automation and Manufacturing Systems because of their ability to detect transparent objects in the line of process automation․
One of the most common uses within the beverage industry is in bottling lines‚ to verify that glass bottles are present so that filling and capping can commence․
Glass detection sensors are widely used in pharmaceutical industries to detect glass vials‚ ampoules, and containers during quality and packaging inspection․
Consolidating automation sensors in these environments helps manufacturers improve the reliability of industrial machines and maintain consistent product quality․
Even with advanced sensor technology, transparent materials can be relatively challenging to detect in certain environments
Optical detection may also be obstructed by unwanted reflections from specular surfaces or by impurities such as dust‚ moisture, or other materials on the surface of the glass․
Another challenge is the high-speed lines where objects are moving through the automation machinery very quickly, and the sensors must respond in real time for industrial detection․
Modern glass detection sensors are designed to deal with these conditions with improved optics‚ fast signal processing, and reliable sensor systems․
With specialized glass sensors‚ manufacturers can gain advantages in automation․
First‚ they improve the accuracy of detection of target objects on production lines‚ preventing production defects and ensuring that glass containers or glass components are handled by industrial machines․
Second‚ being able to detect the target sensor reliably can improve process automation‚ as manufacturers can reduce downtime and improve the process efficiency․
Consequently‚ glass detection sensors are an important component of automated glass production systems․
The choice of glass detection sensor depends on the characteristics of the manufacturing system․
First‚ manufacturers must consider the speed of the assembly line a fast assembly line requires more effective and precise sensors to detect objects․
Second‚ the thickness and the material of the glass: thin glass or highly transparent glass may require the use of an optical or laser sensor․
Environmental conditions‚ including dust‚ moisture‚ and lighting conditions‚ can also affect the performance of detection devices․
But only correctly selected industrial sensors can provide factory processes with reliable, transparent detection and automation․
Detecting glass or other transparent materials is one of the most difficult tasks in automation technology․ Today‚ glass detection sensors and new sensor technologies make it possible to detect glass objects with high reliability on production‚ packaging, and assembly lines․
Through the use of photoelectric sensors and other industrial sensors‚ such as optical sensors‚ manufacturers can detect the presence of objects accurately‚ improve quality inspection, and automate processes․
The future of glass detection sensors looks positive․ As industries look to make their manufacturing equipment smarter and more technologically advanced‚ glass sensors such as those manufactured or supplied by Pushpa Automation are likely to play an important role in ensuring these industries manufacture products efficiently‚ consistently‚ and with minimal downtime․
Glass detection sensors detect transparent objects like bottles, vials, and glass panels in automated production and packaging lines. Companies like Pushpa Automation provide such solutions.
Photoelectric sensors designed for transparent object detection are commonly used to detect glass accurately in production lines.
Standard sensors struggle to detect glass because light often passes through transparent surfaces instead of reflecting.
They are used in beverage bottling plants, pharmaceutical packaging lines, and other automated manufacturing systems.
They help prevent errors, reduce downtime, and improve automation accuracy in production processes.
Yes, industrial sensors can detect glass using specialized technologies such as photoelectric sensors, laser sensors, and polarized optical sensors designed for transparent objects.
Glass can be detected using photoelectric sensors, laser sensors, polarized light sensors, and advanced optical detection systems used in automated production lines.
Yes, some proximity sensors, such as capacitive sensors, can detect materials like glass, plastics, and liquids, while inductive sensors are mainly used for metal detection.
Inductive sensors should be used when detecting metal objects in manufacturing processes such as metal parts, machine components, and assembly line operations.
In metalworking, inductive sensors detect metal parts on conveyors, while photoelectric sensors are used for counting and positioning components.
 How Do
Glass Detection Sensors Work in a Production Line?
How Do
Glass Detection Sensors Work in a Production Line?
 What
Are the Best Non-Ferrous Proximity Sensors for Detecting Aluminium?
What
Are the Best Non-Ferrous Proximity Sensors for Detecting Aluminium?
 What
Are the Best Non-Ferrous Proximity Sensors for Detecting Aluminium?
What
Are the Best Non-Ferrous Proximity Sensors for Detecting Aluminium?
 How Sensors Work
and Their Importance in Today’s World
How Sensors Work
and Their Importance in Today’s World
 Top Benefits
of Using Encoders in Industrial Automation
Top Benefits
of Using Encoders in Industrial Automation
 What Are Plastic Detection Sensors and How Do
They Work?
What Are Plastic Detection Sensors and How Do
They Work?


 Home
Home